
Mit der CNC-Wasserstrahlanlage Trumatic WS 2500 aus dem Hause Trumpf können nahezu alle Materialien bis zu einer Dicke von 120 mm bearbeitet werden. Mittels professioneller CAD-Software wird ein zweidimensionaler Schnittplan erstellt. Dieser wird durch den Einsatz entsprechend integrierter Software für den Zuschnitt optimiert und vorbereitet sowie anschließend auf die Maschine übertragen. Dadurch lassen sich auch sehr komplexe Konturen realisieren.
Das Schneiden von Werkstoffen kann durch den reinen Wasserstrahl oder durch eine Kombination aus Abrasivmittel und Wasserstrahl erfolgen. Mittels des Wasserstrahlabrasivverfahrens ist es möglich, Material vollständig zu trennen und zu gravieren. Grundsätzlich sind nahezu alle Materialien für eine Gravur geeignet.
Maschinen- und Prozessdaten:
Arbeitsbereich 2.500 x 1.250 x 120 mm Blechdicken max.120 mm Strahlbreite 0,8 mm (bis 0,5 mm für Sonderbearbeitungen) Schnittqualitäten Feinschnitt (Ra< 3,2 µm)
Qualitätsschnitt (Ra< 6,3 µm)
Trennschnitt (Ra> 6,3 µm)Maschinentoleranzen 0,1 mm Positioniertoleranz
± 0,15 mm je 10 mm Materialstärke

Verfahren:
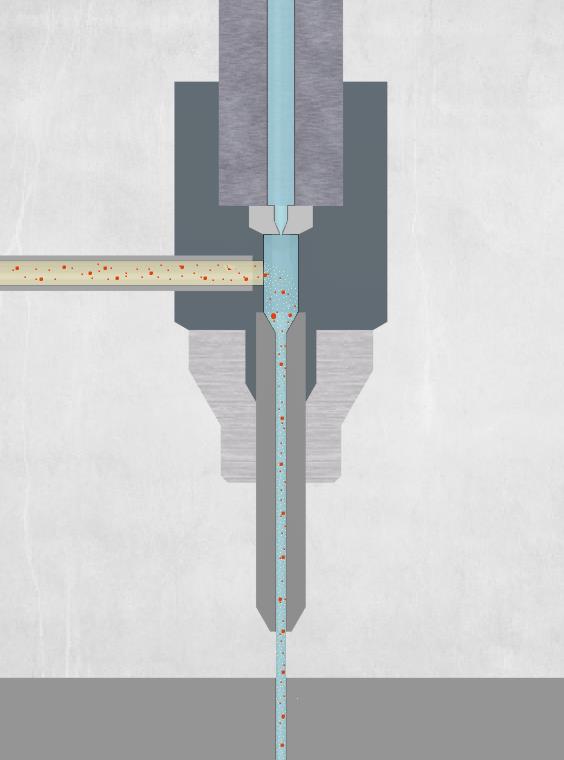
In der Hochdruckeinheit wird ein Wasserstrahl mit einem Druck von bis zu 4.000 bar aufgebaut. Dieser wird über die Wasserdüse entspannt, wodurch der Strahl eine Geschwindigkeit von ca. 700 m/s erreicht. In der Mischkammer wird dem Wasserstrahl meist ein Abrasivmittel beigefügt. Die Partikelgeschwindigkeit beträgt ca. 400 m/s. Eine Fokussierdüse bündelt den Strahl. Dadurch lässt sich ein feiner Strahl von 0,8 mm am Austritt erzielen und gewährleistet eine Präzision der Schnittkontur von +/- 0,1 mm.
Während dieses Verfahrens entsteht lediglich ein geringfügiger Wärmeeintrag im Werkstück. Dieser ist nicht ausreichend, um das Materialgefüge nennenswert zu beeinflussen. Daher können diverse Probenstücke (Zugproben etc.) bedenkenlos auf der Wasserstrahlschneidanlage zugeschnitten werden.
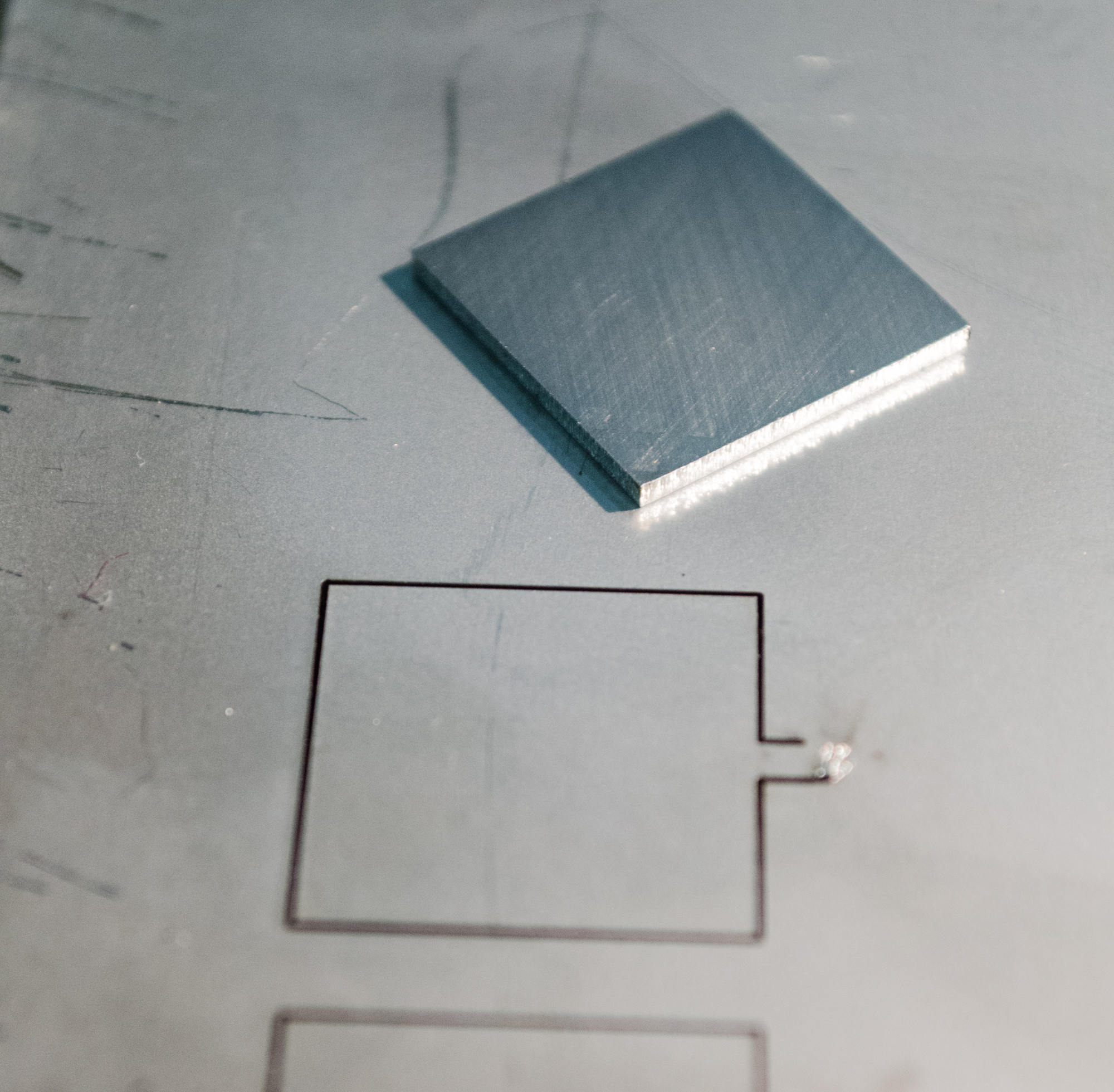
Damit filigrane Zuschnitte innerhalb des Schneidprozesses nicht beschädigt werden, kann es erforderlich sein, die Schnittkontur mit sogenannten Mikrostegen zu versehen, die das vorzeitige Abtrennen vom Restmaterial verhindern. Gegebenenfalls kann aufgrund der strukturellen Anisotropie von Faser-Kunststoff-Verbunden (CFK/GFK) eine Delamination (das Ablösen von Schichten in Werkstoffverbunden) auftreten. Dies kann durch gezielte Parameteranpassung größtenteils verhindert werden.